














精米
糸島産山田錦
左上 玄米 右上 精米歩合60%
左下 精米歩合50% 右下精米歩合35%
酒米の磨き方によって酒の味や風味が変わってきます。

洗米
前もって吸水試験を行い、目的とする水分%になるよう水温を調節してストップウオッチで時間を計りながら洗米浸漬を行います。これを限定吸水と言います。

35%精白の「山田錦」は9分間程度で目的の水分に達します。過ぎると過吸水となり良い蒸米になりませんので、限定吸水は失敗の許されない真剣勝負です。

浸漬
浸漬中の精米歩合39%山田錦

蒸米
甑(こしき)で丁寧に50〜60分間蒸します。米の種類や精米歩合、麹米か掛米か、天候などで蒸気圧や蒸し時間を調節します。
きめ細やかな間接蒸気によって理想的な蒸米を得ることができるOH式甑を用いています。


放冷
甑から蒸米を掘り出します。
蒸米をレンガ壁奥の麹室に引き込む前に、すのこと布の上に広げて放冷します。


麹(こうじ)
床揉み
種麹を振る前に「床揉み」といって、蒸米を広げて温度を調整。
麹造りにおいてスタートの温度はとても重要です。

種切り
温度を合わせ麹菌の胞子を散布。

床返し
内と外の温度むらを無くすため切り返してよせる。 これによりより品温が均一になるとともに約1度下がります。

切り返し
一日床にあった麹を室蓋に盛る前の大切な作業。
塊になった麹を手で揉んで一粒一粒バラバラにします。切り返し機という機械もありますが、ファンが回って風のせいで麹品温が下がるのがいやなので、手間ですが人手を掛けて短時間で一気に行います。

盛り1
麹蓋(こうじぶた)に盛る。
約一升ずつ盛っていきます。

盛り2
麹蓋の底は柾目の杉で出来ています。

仲仕事
仕舞仕事
酒母
高温糖化酛仕込。
お湯で水麹を行った酒母タンクに高温の蒸米(掛米)を投入し、保温して一気に麹の酵素を働かせて蒸米の糖化を行います。温度が下がったところでフラスコ培養した酵母を加えて再び保温し、およそ1週間かけて酵母を育てます。


分け。
目的の成分に達すると、添仕込の日まで冷温機を入れて品温を下げ、待機させます。

仕込み
麹品温度測定。
仕込水も掛米も仕込後に目標の醪温度になるよう品温を調整して仕込みます。

水麹。
酒母、添、仲、留、いずれの仕込みでもタンクに投入する順番は、仕込水-麹-(しばらくおいて)-掛米の順です。これは麹の酵素をいったん水に抽出して、後から投入する掛米に吸わせるためです。仕込水に麹を投入する作業を水麹と言います。麹菌はこの段階で働きを終えており麹菌により生産された酵素が醪(もろみ)の最終まで働き続けます。米は吸った酵素によって外からではなく内部から溶けていきます。

添仕込。
「添仕込」は仲・留を仕込むタンクとは別に、小振りのタンクを用意して仕込みます。いきなり大きいタンクに少ない物量を仕込むと、上部空間が広すぎて醪が冷え込んでしまうからです。

仲仕込・留仕込。
踊りの翌日仲仕込を行い、仲仕込の翌日留仕込を行います。仕込温度は徐々に下げていきます。仕込み温度は仲仕込で8~10度、留仕込で6~8度です。添と同様に、いずれの温度も、精米歩合が低くなるほど(高度精白した米ほど)低くなります。

仕込みタンク。
喜多屋では発酵タンクには全て、タンク単体ごとに冷却水の温度を可変出来るタイプのサーマルタンクを使っています。

もろみ
それぞれのタンクの中では酵母による力強い発酵が続きます。

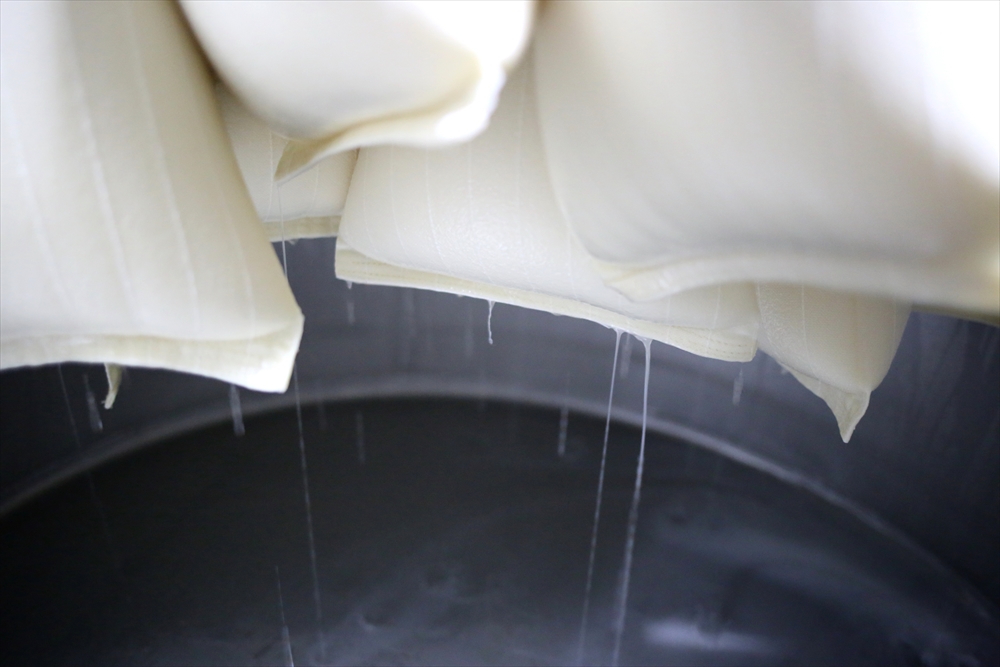
上槽〜大吟醸・純米大吟醸のしずく搾り
1本の醪全量を酒袋に入れて吊るので手間の掛かる作業です。
圧力を掛けずに滴る大吟醸のしずくを集めます。

しずく搾りをした斗瓶を氷漬けに。


瓶詰
異物混入を未然に防ぎ衛生的な瓶詰めを行うために、クリーンルームの中で充填を行っています。
純米酒以上のお酒はパストライザーを用い、一回だけ瓶火入れを行った後急冷し、冷蔵庫で瓶貯蔵しております。
瓶火入れでないお酒は、パストクーラーにより急冷しています。





すばらしい技術は現場にあるものです。学問も大切ですが、その技術を理論的に分析することで教育と継承が可能になります。
実際に酒造組合で勉強会を行い、福岡県のレベルの底上げを行っています。
おいしい日本酒は日々の食生活をもっと豊かするもの。そして、大切な文化です。

● 「蔵見学」や「商品のご予約」は下の「お問い合わせ」からお申込みください。
【現在、新型コロナウイルスの影響で蔵見学の受付は行っておりません。
お酒のご購入(少人数での)のご予約は不要です。】
-
サイトからのお問い合わせ
-
お近くの取扱酒販売店にてお求めいただけます

-
電話でのお問い合わせ

-
9:00~17:30(土日祝日を除く)
FAX.0943-23-2156
![]() 〒834-0031福岡県八女市本町374番地
〒834-0031福岡県八女市本町374番地
![]()
